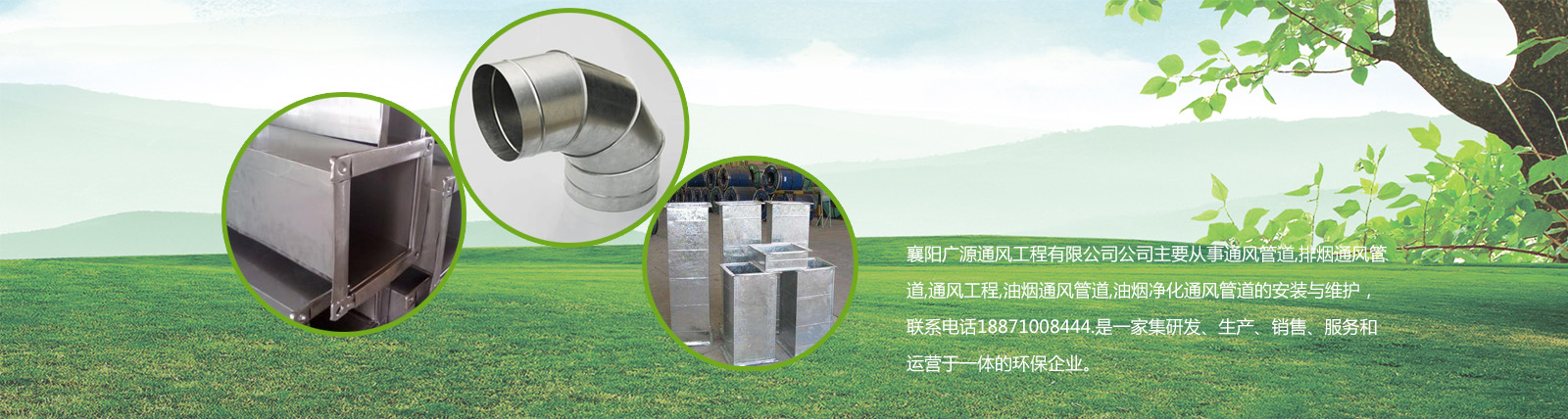
歡迎來(lái)到襄陽(yáng)廣源通風(fēng)工程有限公司
在線留言 | 網(wǎng)站地圖


您是否在搜索:隨州排煙管道 十堰油煙凈化 襄陽(yáng)除塵管道

襄陽(yáng)不銹鋼風(fēng)管的焊接工藝規(guī)范具體包括哪些內(nèi)容呢
1.設(shè)備
(1)不銹鋼風(fēng)管氬弧焊應(yīng)采用直流不熔化極氬弧焊機(jī)
不銹鋼風(fēng)管")

聯(lián)系人:劉總 咨詢熱線:18871008444
聯(lián)系地址:襄陽(yáng)市高新區(qū)團(tuán)山鎮(zhèn)鄧城村二組105號(hào)
熱門搜索:隨州排煙管道 十堰油煙凈化 襄陽(yáng)除塵管道
鄂ICP備18007025號(hào)-2 湖北運(yùn)濤技術(shù)支持

